Die casting machine can be divided into two different types of hot chamber die casting machine and cold chamber die casting machine, the difference is how much force they can withstand, the typical pressure range is between 400 and 4000 kg.
1. Hot chamber die-casting
Hot chamber die-casting, sometimes known as goose-neck die-casting, contains molten liquid, semi-liquid metal filled with molds under pressure. At the start of the cycle, the machine's piston is contracted, when the molten metal can fill the goose neck position. Air pressure or hydraulic piston squeeze the metal and fill it in the mold. The advantages of this system include the fast cycling speed (about 15 cycles per minute), the easy automation of the operation, and the convenient process of melting the metal. The advantages include the inability to die cast metal with a higher melting point, and also the inability to die cast aluminum, because aluminum brings out the iron in the melting pool. Therefore, hot chamber die castings are generally used for alloys of zinc, tin, and lead. Moreover, hot chamber die casting is difficult to use for die casting large castings, usually die casting small castings.
2. Cold chamber die-casting
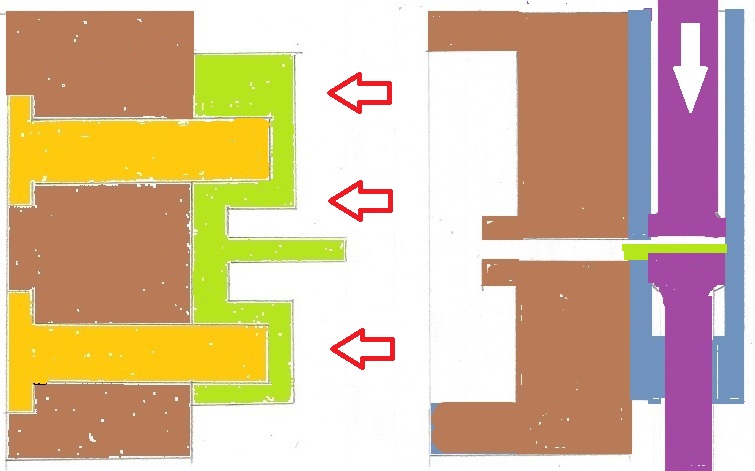
When the die casting metal cannot be used in the hot chamber die casting process, the cold chamber die casting can be used, including aluminum, magnesium, copper and zinc alloy with high aluminum content. In this process, the metal needs to be melted away first in a separate crucible. A certain amount of molten metal was then transferred to an unheated injection chamber or injection mouth. By hydraulic or mechanical pressure, the metal is injected into the mold. Due to the need to transfer the molten metal into the cold chamber, the disadvantage of this process is the long cycle time. Cold chamber die casting machine also has vertical and horizontal division, vertical die casting machine is usually a small machine, and horizontal die casting machine has various models.